Studiul comportamentului de revenire reținută al AMF pe bază de Fe
Urmărind să fructifice efectele predeformării, Dong et al. au majorat-o la 12 % obținând, în cazul unor AMF Fe-15 Mn- 5 Si- 9 Cr- 5 Ni-(0,5; 1,0; 1,5) NbC comportarea ilustrată în Fig.1.1. Se constată că, în urma încălzirii la 670 K, se pot deosebi trei stagii de variație a tensiunii: 1- reducere din cauza dilatării termice; 2- creștere din cauza reversiei martensitei ε (hc) care se transformă în austenită între As și Af și 3- nouă descreștere datorată dilatării termice. La răcire, tensiunea prezintă două stagii de variație: 1- creștere cauzată de contracția termică și 2-scădere produsă la răcirea sub Ms ca urmare a transformării martensitice directe (Dong, Z. Z., Kajiwara, S., Kikuchi, T., Sawaguchi, T., Effect of pre-deformation at room temperature on shape memory properties of stainless type Fe–15Mn–5Si–9Cr–5Ni–(0.5–1.5)NbC alloys, Acta Mater, 53, 2005, 4009-4018).
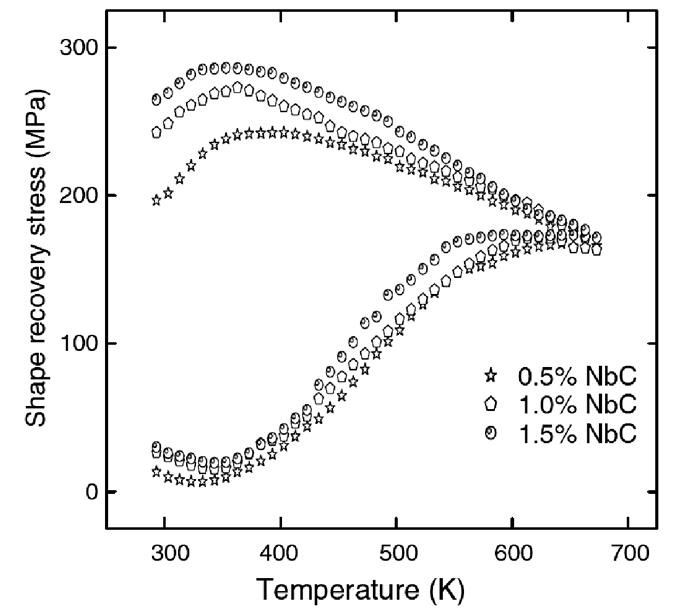 Fig. 1.1. Comportament de revenire reținută al AMF Fe-15 Mn- 5 Si- 9 Cr- 5 Ni-(0,5; 1,0; 1,5) NbC predeformat cu 12 % , îmbătrânit 10 min la 1080 K și testat la 4 % deformație constantă (Dong, et al. 2005)
Fig. 1.1. Comportament de revenire reținută al AMF Fe-15 Mn- 5 Si- 9 Cr- 5 Ni-(0,5; 1,0; 1,5) NbC predeformat cu 12 % , îmbătrânit 10 min la 1080 K și testat la 4 % deformație constantă (Dong, et al. 2005)
Elaborarea AMF pe bază de Fe
Materiile prime, debitate și degresate, au fost dozate prin cântărire cu o balanță electronică, în cantitățile corespunzătoare compoziției de șarja. Au fost elaborate 14 șarje din aliajul Fe-Mn-Si-Cr și 2 din aliajul Fe-Mn-Si-Cr-Ni, având compozițiile prezentate în Tab.1.1.
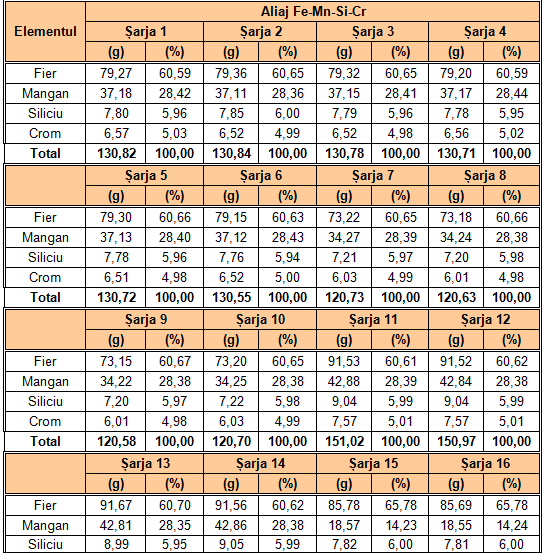 Tab.1.1 Compoziția șarjelor din aliaj Fe-Mn-Si-Cr și aliaj Fe-Mn-Si-Cr-Ni
Tab.1.1 Compoziția șarjelor din aliaj Fe-Mn-Si-Cr și aliaj Fe-Mn-Si-Cr-Ni
Lingourile rezultate au fost curățate prin strunjire, în vederea eliminării retasurii și a surselor de fisurare superficială. Dimensiunile lingourilor finale rezultate au fost mult influențate de mărimea retasurii rezultate la turnare. Astfel, din șarjele inițiale de 130 g, lingourile finale rezultate după strunjire au avut diametrul de cca. 18 mm și lungimea cuprinsă între 33 și 37 mm. Lingourile din șarjele inițiale de 150 g au avut diametrul de cca. 18 mm și lungimea cuprinsă între 37 și 44 mm.
În Fig.1.2 sunt prezentate lingourile înainte și după curățarea prin strunjire.
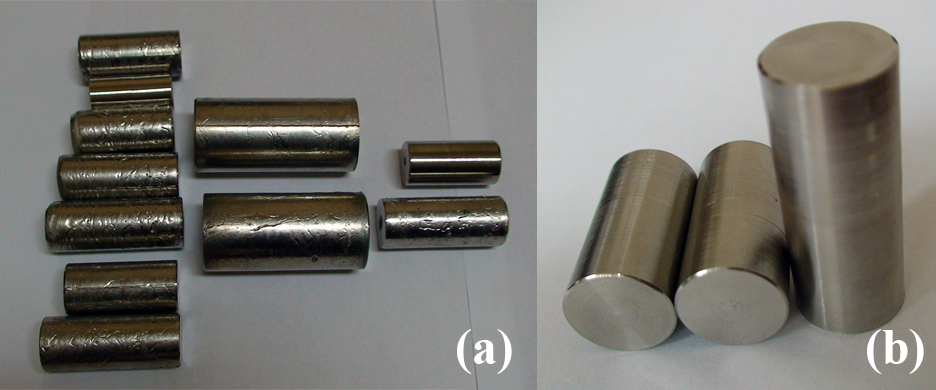 Fig. 1.2 Lingouri din aliaj Fe-Mn-Si-Cr: a) înainte de decojire; b) lingouri finale
Fig. 1.2 Lingouri din aliaj Fe-Mn-Si-Cr: a) înainte de decojire; b) lingouri finale
Caracterizarea structurală a aliajelor în stare turnată
În scopul caracterizării structurale a aliajului în stare turnată au fost tăiate fragmente din probe, cu ferăstrăul Metkon Metacut, iar pentru a se evita orice fel de alterare a istoriei termice ale acestora, în timpul tăierii s a utilizat lichid de răcire. Fiecare fragment debitat a fost înglobat în răşină bicomponentă de tip Mécaprex KM-U, cu reticulare la rece. Probele au fost apoi şlefuite utilizând hârtie abraziva până la o granulaţie de 2400 şi lustruite utilizând suspensie de alumină 0,3 şi 0,04 μ, timp de 1.8 ks pe un dispozitiv Metkon FORCIPOL 1V. Atacul chimic a fost efectuat cu K2S2O5 2,2 % şi NH4HF2 0,8 % în soluţie apoasă 100 ml H2O.
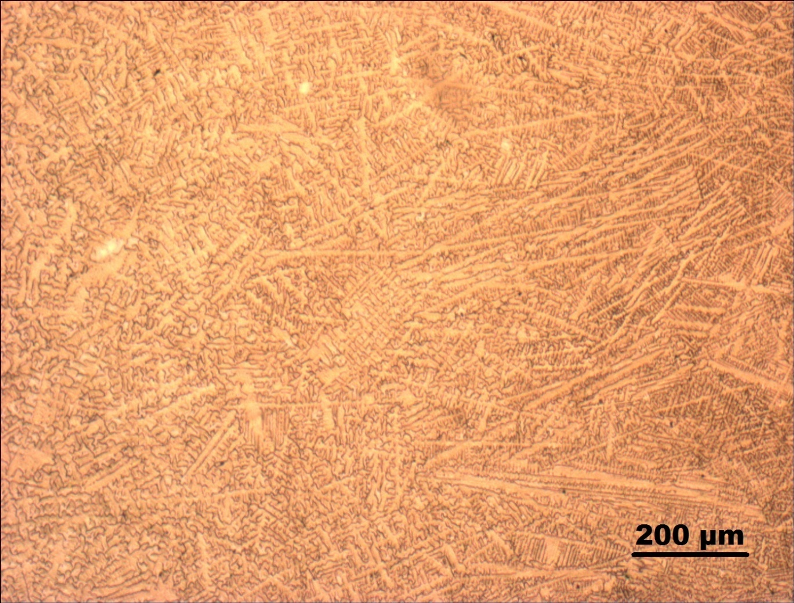 Fig.1.3 Micrografie optică pe suprafaţa longitudinală a probei, ilustrând creșterea accentuată a brațelor dendritice principale
Fig.1.3 Micrografie optică pe suprafaţa longitudinală a probei, ilustrând creșterea accentuată a brațelor dendritice principale
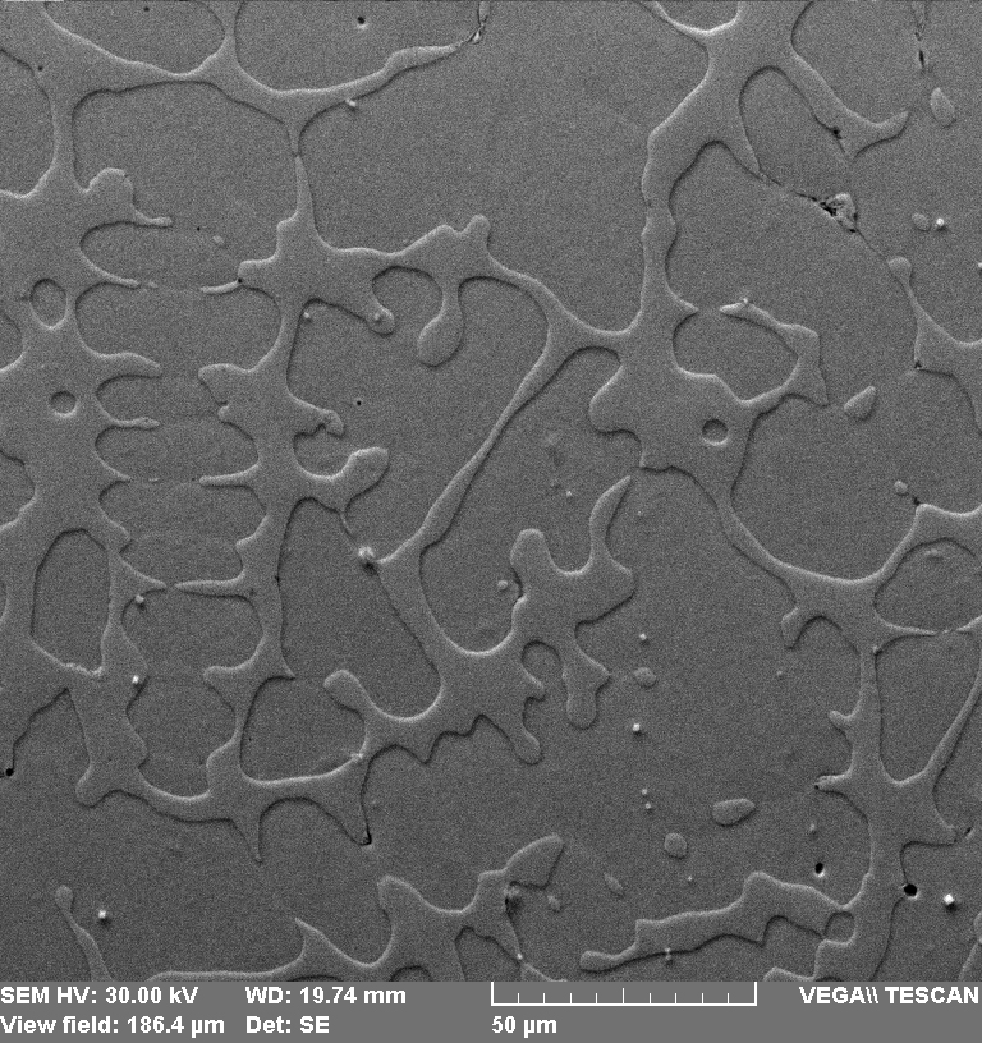
Fig.1.4 Micrografie electronică pe suprafaţa transversală a probei
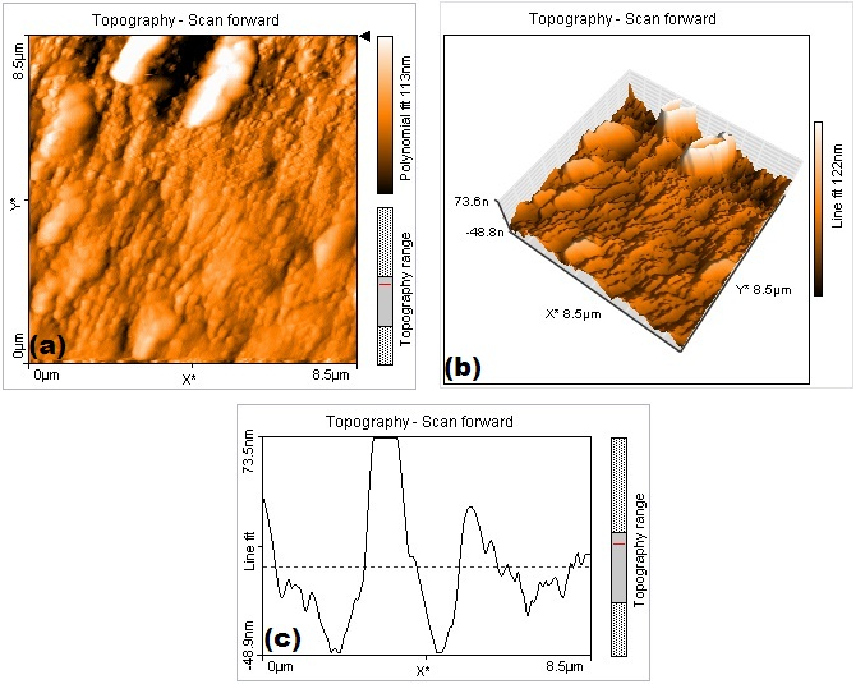
Fig.1.5 Micrografie de forţă atomică : (a) 2D; (b) 3D şi (c) profil pe suprafaţa longitudinală a probei
Experimentarea tehnologiei de prelucrare termomecanică “clasică” a aliajului şi caracterizarea acestuia
A. Forjarea la cald
Din lingourile turnate au fost pregătite probe pentru operaţia de forjare la cald. Forjarea la cald s-a realizat pe un ciocan cu autocompresie. În Fig.1.6 este prezentată macrografia unei probe pregătite pentru această operație. Diametrul, rezultat după strunjirea lingourilor, este de 18 mm iar grosimile de 5 sau 7 mm.
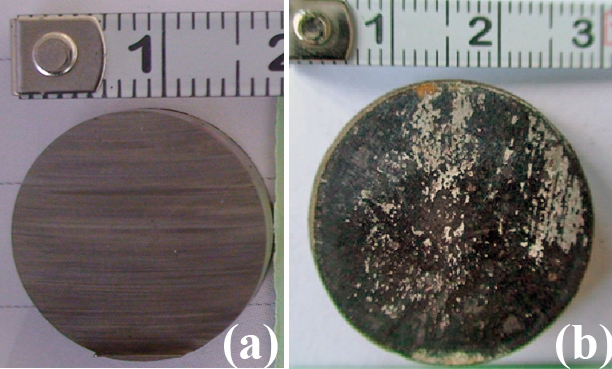
Fig. 1.6 Probă debitată pentru forjarea la cald (a), probă forjată la cald (b)
B. Laminarea la cald
Probele în stare turnată au fost pregătite pentru operaţiile de laminare. Astfel, dintr-un lingou, s-au tăiat doi semicilindri, cu ajutorul ferăstrăului Metkon, utilizând un disc din carburi metalice. Laminarea s a realizat pe un laminor de laborator, cu cuptor inelar cu bare de silită şi motoreductor. S-au efectuat mai multe laminări, până la obținerea unei combinații optime de încălzire-menținere-grad de reducere-răcire.
 Fig.1.7 Probă rezultată în urma procesului de laminare
Fig.1.7 Probă rezultată în urma procesului de laminare
Caracterizarea structurală a aliajului prelucrat termomecanic
Pentru caracterizarea structurală a aliajului în stare forjată şi laminată, au fost debitate fragmente cu ferestrăul Metkon Metacut. Acestea au fost apoi înglobate în răşină, cu reticulare la rece şi pregătite în vederea analizei microscopice optice prin şlefuire, lustruire şi atac cu reactivi chimici.
A. Microscopie optică
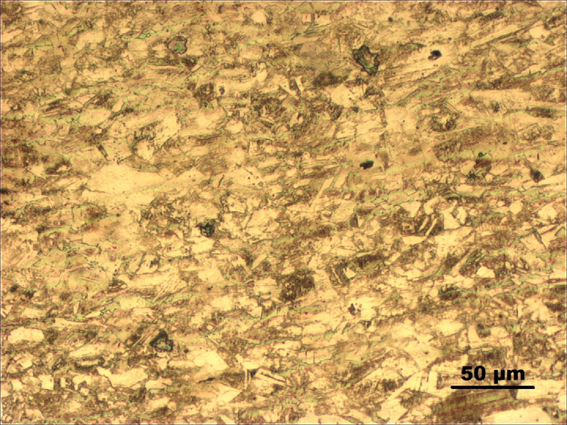 Fig.1.8 Micrografie optică pe suprafaţa longitudinală a probei laminate
Fig.1.8 Micrografie optică pe suprafaţa longitudinală a probei laminate
B. Microscopie electronică cu baleiaj (SEM)
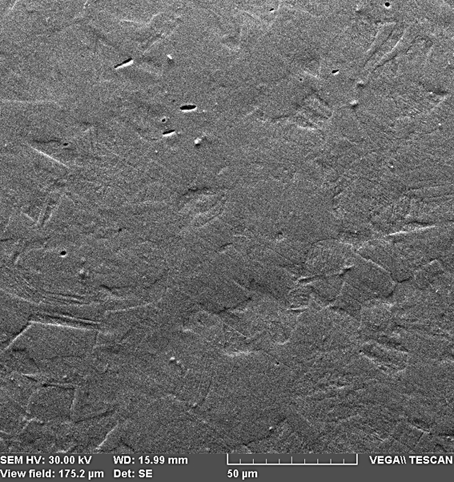 Fig.1.9 Micrografie electronică pe suprafaţa transversală a probei laminate
Fig.1.9 Micrografie electronică pe suprafaţa transversală a probei laminate
C. Microscopie de forţă atomică (AFM)
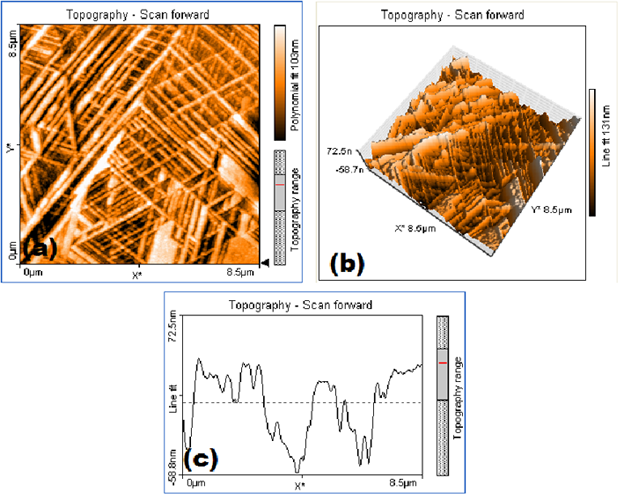 Fig.1.10 Micrografie de forţă atomică : (a) 2D; (b) 3D şi (c) profil pe suprafaţa longitudinală a probei forjate
Fig.1.10 Micrografie de forţă atomică : (a) 2D; (b) 3D şi (c) profil pe suprafaţa longitudinală a probei forjate
Testarea aliajului prin încercări de deformare plastică severă (HPT) pentru obţinerea structurii cu granulaţie ultrafină
Încercările s-au executat pe o instalaţie HPT existentă în Laboratorul de Deformare Plastică al UDJ.Probele de la care se pleacă sunt probe cilindrice cu diametrul de 10 mm şi înălţimea de 10mm. Probele deformate plastic sever care se pot obţine sunt de formă discoidală aşa cum se vede şi din Fig. 1.11.
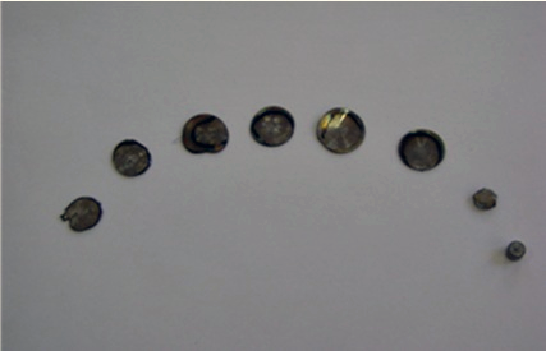 Fig.1.11. Probe HPT obţinute pe un aliaj cu baza fier
Fig.1.11. Probe HPT obţinute pe un aliaj cu baza fier
Educarea materialului
În vederea educării aliajului analizat, o lamelă tăiată din fâșia laminată a fost rulată pe un dispozitiv cilindric. În continuare, proba încovoiată după forma rece a fost menținută în poziție fixă, fiind prinsă la un capăt și având atașat, pe partea ei inferioară, termocuplul unui multimetru digital. Întreg ansamblul a fost încălzit cu o lampă cu gaz iar evoluția probei, odată cu creșterea temperaturii, a fost filmată. Încălzirea a continuat, până în momentul în care capătul probei nu s-a mai mișcat. Două momente reprezentând începutul și sfârșitul încălzirii sunt prezentate în Fig.1.12.
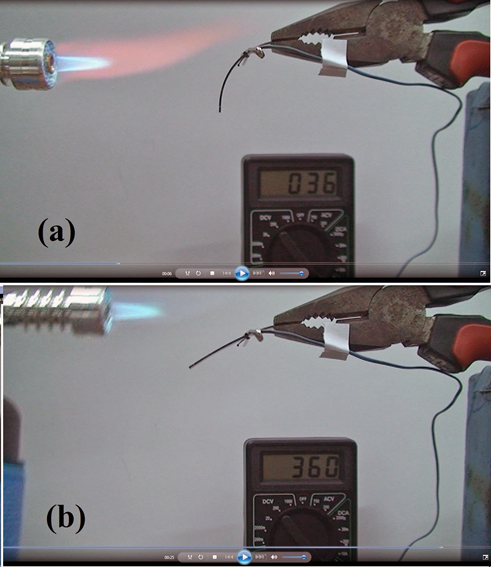 Fig.1.12 Evidențierea efectului de memoria formei cu revenire liberă la probele de Fe-28Mn-6Si-5Cr: (a) la 6 secunde de la începutul încălzirii proba își păstrează forma rece; (b) după 25 de secunde temperatura probei atinge 633 K și recuperarea formei calde ia sfârșit
Fig.1.12 Evidențierea efectului de memoria formei cu revenire liberă la probele de Fe-28Mn-6Si-5Cr: (a) la 6 secunde de la începutul încălzirii proba își păstrează forma rece; (b) după 25 de secunde temperatura probei atinge 633 K și recuperarea formei calde ia sfârșit
Echipamentul utilizat la HPT
O vedere de ansamblu a prototipului HPT proiectat se prezintă în Fig. 1.13.
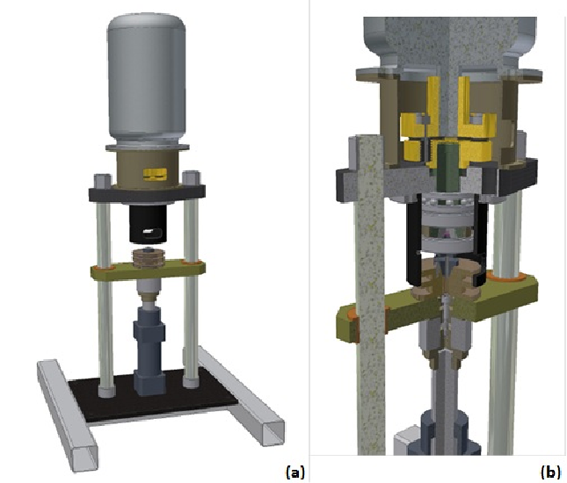 Fig.1.13. Prototip HPT: (a) ansamblu general; (b) vedere în secţiune
Fig.1.13. Prototip HPT: (a) ansamblu general; (b) vedere în secţiune
Prototipul HPT complet echipat este prezentat în Fig.1.14. Se observă sistemul hidraulic pentru acţionarea sculei inferioare, sistemul de acţionare a sculei superioare cu motor electric şi variator de turaţie, precum şi tot sistemul de senzori respectiv senzori de forţă, deplasare şi temperatură. Sistemul funcţionează integrat cu ajutorul unui calculator de proces şi a mai multor sisteme de achiziţie de date.
 Fig.1.14. Prototip HPT cu toate sistemele hidraulice şi electrice şi de automatizare funcţionale
Fig.1.14. Prototip HPT cu toate sistemele hidraulice şi electrice şi de automatizare funcţionale